


Product introduction: Based on independently developed magnetic sensors and international standard magnetic memory flaw detection principles
As a key load-bearing and traction component in industrial fields, wire ropes are widely used in ports, ships, roads and bridges, cableways, steel mills, hoisting, construction sites, petroleum and other industries. They serve as the "lifeline" for numerous equipment.
However, the maintenance and management of wire ropes in hoisting equipment have long been a major challenge for enterprise equipment management. Wire rope breakage accidents occur frequently, each accompanied by severe property losses and casualties, imposing heavy costs on enterprises and society.
Traditional testing methods such as "visual inspection, caliper measurement, and manual touching" are inefficient with high missed detection rates, failing to meet the needs of digital management.
Based on independently developed magnetic sensors and international standard magnetic memory flaw detection principles, Microtest Technology has launched the WRNDT Wire Rope Non-Destructive Testing System.
Core equipment includes models such as WT-WRNDT-T and WT-WRNDT-HY, featuring "high efficiency, precision, convenience, and safety" as core attributes.
1. Real-Time Full-Dimensional Damage Monitoring
Based on a high-speed magnetic field vector detection array, it real-time collects data on internal and external damages such askinks, bends, lantern shapes, wear, broken wires,and corrosion.
It supports wire ropes with diameters ranging from Φ10mm to Φ50mm(customizable for sizes beyond this range), enabling detection without affecting production and capturing millimeter-level micro-defects.It quickly diagnoses various types of wire rope damages.

2. Intelligent Analysis and Visual Management
Integrating wavelet algorithms, neural networks and other technologies, it automatically identifies the degree and location of damages.
It generatesvisual reportsincluding electromagnetic waveforms and damage point positioning. The supporting software supports real-time monitoring, historical traceability, and multi-level alarms.
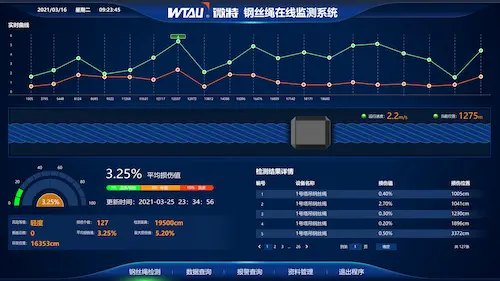
Visual system interface
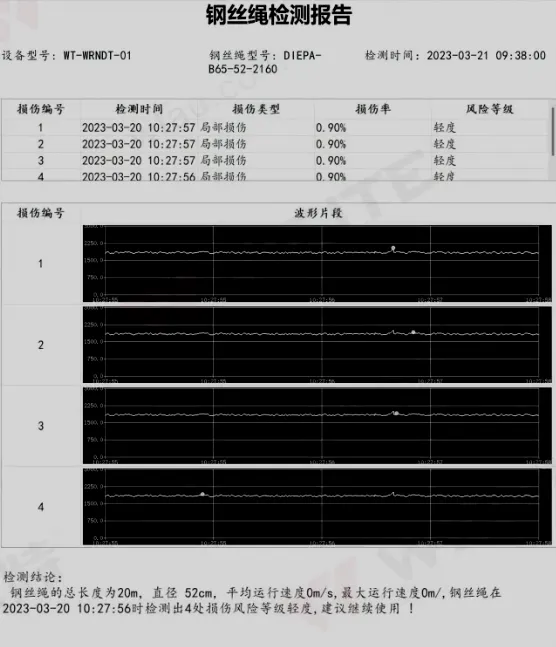
Test Report
3. Remote Interconnection and Predictive Maintenance
Supporting Ethernet and wireless transmission, it seamlessly connects to remote monitoring platforms for real-time data synchronization.
It predicts potential defects through internal stress trend analysis, transforming "post-maintenance" into "pre-prevention" and extending the service life of wire ropes.
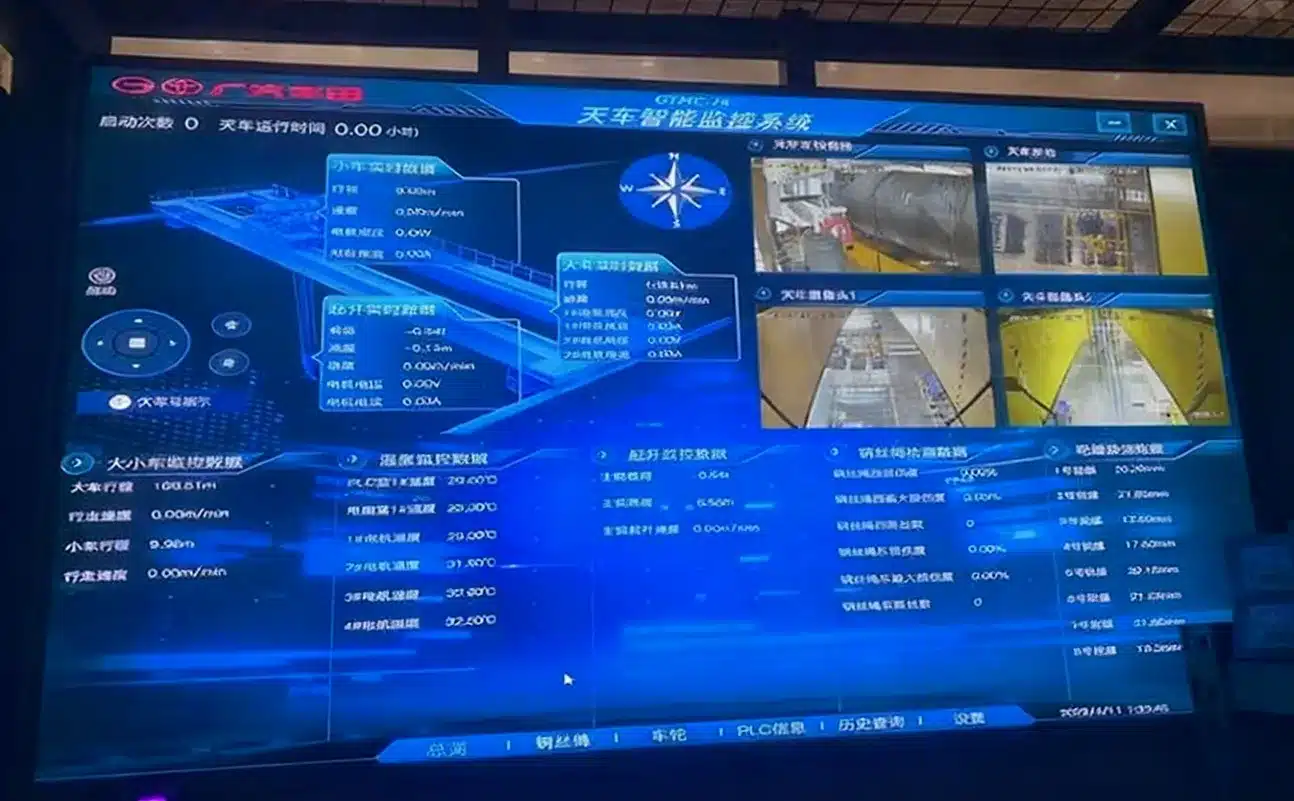
Accessing a comprehensive management platform of a specific automaker
1. Online Type
Application Scenarios:Suitable for 24/7 continuous monitoring scenarios such as port cranes, gantry cranes, and tower cranes.Sensors can be fixed on wire ropes.
Core advantage:Real-time detection, automatic alarm, cloud data storage, support for remote report export, and adaptation to clustered management.

2. Integrated Type
Application Scenarios:Multi-equipment safety management systems in smart factories and large-scale infrastructure projects.
Core advantage: Multi-parameter interfaces, compatible with other management systems, and meeting personalized monitoring needs.
3. Portable Type
Application Scenarios:Mobile testing scenarios such as road and bridge inspection and temporary hoisting.
Core advantage: Lightweight design, built-in lithium battery with sensorbattery life of over 6 hours,ready-to-use, and rapid report generation.


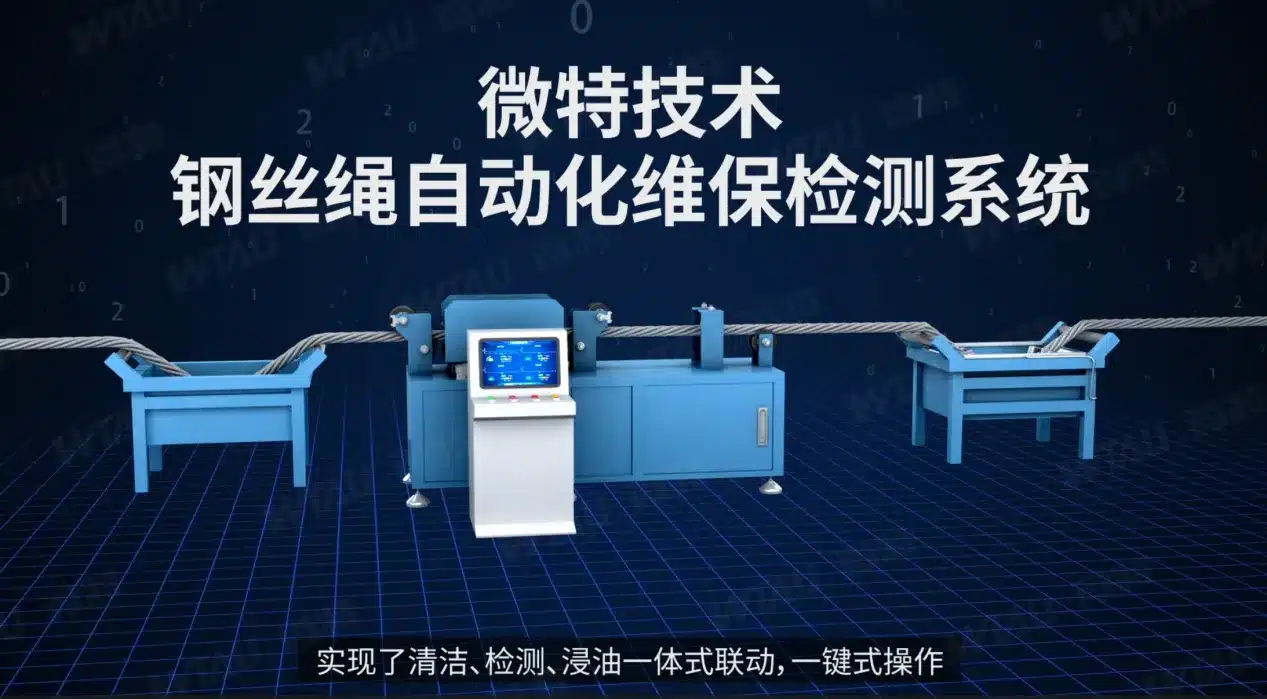
4. Maintenance Type
Application Scenarios:Scenarios with high regular maintenance requirements such as port machinery and cableway equipment.
Core advantage: Integratingcleaning, testing, and oiling functions,completing the entire process with one click and replacing manual operations.
1. Core Mechanism of Magnetic Memory Flaw Detection
Based on magnetic field radiation theory, it monitors changes in the stray magnetic field vector detection array.
No additional magnetization device is required. Through independently developed high-sensitivity magnetic sensors, it identifies early fatigue damage and hidden cracks.
2. Multi-Technology Integrated Detection System
Multi-data fusion technologies such as wavelet algorithms and neural networks are used to ultimately identify the damage degree and location of wire rope damage points, accurately distinguish damage types, and quantitatively evaluate results.
1. Preprocessing-Free, Minimal Operation and Maintenance: Sensors are waterproof and dustproof. No need to clean the wire rope surface, and no disassembly or shutdown is required before testing.
2. High-Precision Detection, No Hidden Dangers:The error of broken wires per lay length can beless than 2 wires, and the accuracy ofdamage point positioning is over 95%..
3. Full-Lifecycle Health Management, Predictive Maintenance:It can detect existing defects and predict potential future damage risks based on changes in internal stress. It assists in formulating scientific replacement cycles and avoiding cost waste.
4. Full-Scenario Adaptation, Flexible Deployment:Covering mainstream wire rope specifications, it provides multi-form equipment to adapt to complex industrial scenarios. It supports various deployment methods such as fixed installation and temporary erection to meet differentiated needs.
1. Major Infrastructure: Guanyinsi Yangtze River Bridge on Wusong Expressway

The system is installed on Zoomlion R4300-200 tower cranes, providing 24/7 real-time monitoring and early warning of early wear and broken wire risks.
Following Changtai Yangtze River Bridge and Ma'anshan Highway-Railway Yangtze River Bridge, it has become the preferred solution for another super project.
2. Automobile Manufacturing: Three Major Automakers - Dongfeng, GAC, and Changan


Integrated equipment is connected to the factory MES system to achieve real-time synchronization of detection data and management platforms.
It helps build "zero wire rope breakage" smart workshops and has been rated as a typical case of digital transformation in the industry.
3. Energy Sector: Wudongde Hydropower Station
Portable equipment quickly identifies internal broken wire hazards in high-humidity environments.

Wtau technological innovation, Microtest Wire Rope Non-Destructive Testing System strengthens the industrial safety line. From equipment detection to platform interconnection, it promotes wire rope management into a new era of precise, scientific, and data-driven decision-making.
Previous article:
Next Article:WTYJ-YJQ Anti-electrocution Early Warning System »