


In the investigation of crane overturning accidents in ports, 75% of the disasters were caused by hidden damage to wire ropes that were not discovered in time. In a steel-water-clad falling accident in a steel mill in 2023, post-mortem testing found that there were 6 internal broken wires in the steel wire rope in the accident, of which 3 of the fractures were corroded to a depth of more than 2mm-these fatal injuries are simply imperceptible to the naked eye. Traditional manual examinations are like doctors judging lung cancer by visual diagnosis alone, while wire rope flaw detectors are like professional CT scanners, which can accurately capture broken wires with a diameter of 0.5mm and corrosion damage with a depth of 1%. Compulsory regulations of the State Administration of Quality Supervision, Inspection and Quarantine: Crane wire ropes for lifting molten metal must be tested with a flaw detector every 15 days (see TSG 81-2023 safety regulations for details).
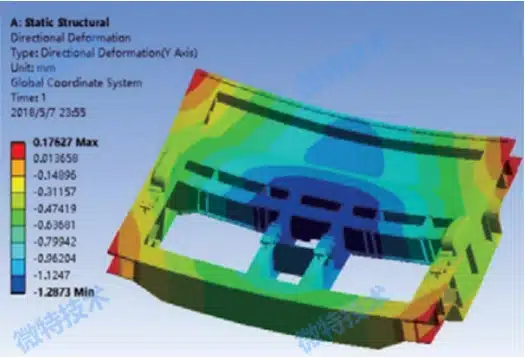
The core lies inPrinciple of magnetic flux leakage——When the wire rope passes through the strong magnetic field of the flaw detector, the damaged part will leak magnetic induction lines like a perforated water pipe. A high-precision hall sensor array can capture these subtle magnetic field distortions and transform invisible damage into waveforms. Taking the micro-special WT-RS6 type as an example, it uses a 256 dot matrix sensor with a detection accuracy of 0.5mm broken wire and a cross-section loss of 1%D diameter. What is more intelligent is the three-dimensional imaging technology: a wind power installation ship can clearly identify the deformation of the rope strands caused by the wear of the pulley groove through the color damage map (see the picture on the right), which cannot be achieved by traditional detection equipment.
(The damage distribution heat map generated by the flaw detector, the red area shows the internal broken wire)
The mainstream products in the market are divided into three echelons:
The key to choosing depends onThree parameters: Detection accuracy (broken wire ≤0.8mm), passing speed (≥1.5m/s), protection level (starting from IP65). A certain logistics center purchased 40,000 yuan of equipment cheaply, and as a result, the wire leaked during the inspection of the elevator wire rope, causing the car to plummet into danger.
Positioning accuracy determines life and death! The lesson of Zhoushan Port last year was profound: the 3-meter damaged section was missed during the inspection, and it broke suddenly three weeks later. The standard operating procedure should be:
The professional report should containThree pictures and two tables:
The rainy season is a device killer! A testing company in Shenzhen caused the sensor to mildew due to moisture, and the error soared to 12%. Keep in mindThree defenses and three must:
Previous: Tower crane safety monitoring system: the patron saint of Intelligent safety on construction sites
Next Article:Smart building Integrated Management System: Building a Digital Brain for Green and Intelligent Buildings »
24-Hour Service Hotline: 0717-6922999 WeChat: 13972023522 Email: technical@wtauserver.com Address: No.6 Gangcheng Road, Yichang Area, China (Hubei) Pilot Free Trade Zone
Copyright © 2026 Wtau Technology Co., Ltd. All Rights Reserved. ICP License No.: E ICP 12004023-1